全國服務熱線
400-666-4000

全國服務熱線
400-666-4000


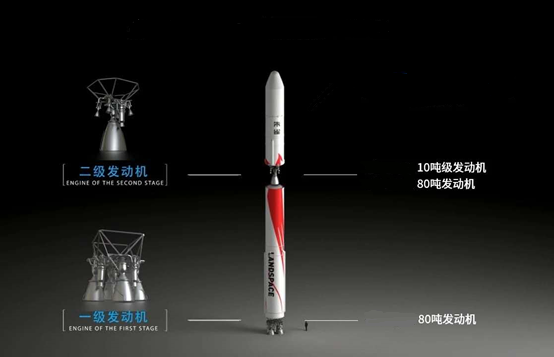
近日,國內首臺80噸級液氧甲烷發動機200s全系統試車圓滿成功。這臺被譽為火箭心臟的“龐然大物”正是由大族激光智能裝備集團研發的RK1Z激光焊接設備焊接完成的。由大族激光技術團隊集數年之功在夾層噴管技術取得重大技術突破,實現了火箭發動機制造技術領域異種金屬三維曲面全自動激光焊接。這也是我國首次將激光焊夾層噴管工藝運用在火箭發動機噴管上,填補了國內該領域的技術空白。

近年來,隨著市場對于太空探索需求的迅猛增長以及全球微納衛星互聯網化技術日趨成熟,火箭發動機具有巨大的市場缺口。發動機作為火箭的心臟,惡劣的工況對火箭發動機結構提出了苛刻的要求。噴管身部區域需要承受尾焰氣流沖擊及強烈震動,高速射流速度超過4馬赫。噴管延伸段夾層內外僅僅相隔1mm則是冰火兩重天:夾層內部流淌著低于-100℃的低溫燃料,而在夾層外部則是超過3000℃的超聲速尾焰氣流沖擊,夾層需要承受幾十甚至上百個大氣壓力沖擊以及帶來的強烈震動;一系列的嚴苛要求對發動機焊接質量提出了巨大的挑戰。

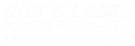
激光作為火箭發動機身部及噴管延伸段焊接方式有眾多優勢。傳統的火箭發動機噴管延伸段分為:再生冷卻式、輻射冷卻式、排放冷卻式、燒蝕冷風式。真空釬焊是銑槽式再生冷卻噴管夾層的常規焊接方法,此方式焊縫強度一般,操作流程復雜,焊接需在真空環境中進行,焊接過程難以實現自動化,且對操作人員技術水平要求較高,制造周期長,生產成本高。經過分析與論證,激光焊接作為銑槽式再生冷卻噴管夾層結構焊接的首選,具有制造周期短,自動化程度高,環境要求低等眾多優勢,可大大縮短火箭發動機噴管研制周期(可壓縮至10h),降低噴管的制造成本,從而有效降低火箭的發射成本。
△傳統工藝與激光焊接工藝對比
RK1Z激光焊接系統是大族智能裝備集團高功率焊接產品中心為大型火箭發動機等立式回轉體激光焊接而開發的成套設備。整套設備最大焊接功率8000W,最大可焊深度10mm,最大可焊直徑接近2m,可滿足客戶未來二級發動機、上面級發動機大面積比噴管焊接需求。經過大量的工藝探索已經成功實現了GH4169&鎳、鉻鋯銅&1Cr18Ni9Ti等異種金屬大型薄壁件的焊接。采用上述焊接工藝及裝備,焊縫質量能滿足客戶需求的同時大大縮短了產品交期,極大降低了生產成本及對高水平焊接工人的依賴,其工藝水平達到了國內領先水平。

△RK1Z激光焊接系統
RK1Z激光焊接系統產品特點:
1.設備通用性強,柔性程度高。適用工件高度200mm~2000mm,最大負載4噸,噴管最大直徑2米。Z軸可升降,可滿足不同高度工件焊接要求;Y軸可伸縮,在工件吊裝時可進行避讓。該設備采用立式結構有效避免了因工件自重帶來的形變,有利于大尺寸重型零件焊接;
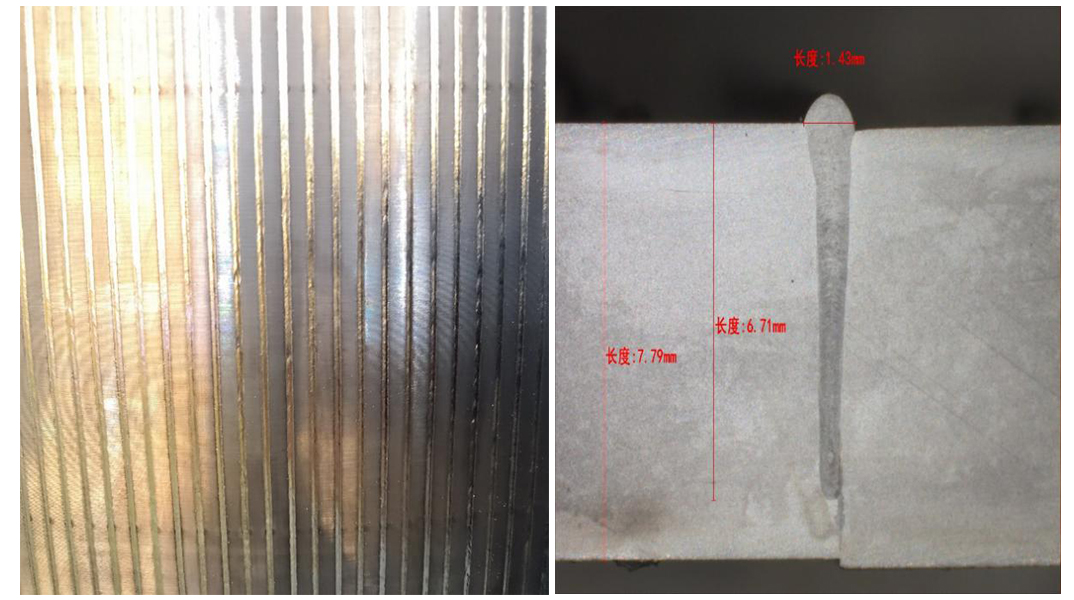
2.設備精度高。火箭噴管尾筒焊縫密集,且均為疊焊焊縫,一旦將夾層外壁套上開始焊接將不可再目測描點,如果設備精度不夠將導致焊接失敗。噴管夾層在360度范圍內均布近750條長度1.5m的焊縫,焊縫寬度1.1mm±0.3mm,每道焊縫周向偏差0.15mm以內。這相當于在一條總長超過1KM但寬度僅有1.1mm的道路上蒙著眼睛向前跑,任何一點軌跡偏差超過0.15mm產品就會將夾層焊漏導致產品報廢。
3.設備生產自動化程度高,對操作人員技術要求低。設備具有斷電記憶功能,避免因為急停、斷電等因素導致焊接失敗。主機采用回轉支承驅動的立式變位機結構,避免了因工件自重帶來的形變誤差,操作人員只需將裝配好的工裝工件吊裝到設備主機錐形定位面即可,不需二次調整;設備配有同軸CCD,可輔助描點;環形縫焊接時機械臂與旋轉軸可根據實際焊縫偏差位置進行七軸聯動補償。
4.設備生產效率高。首次焊接單個噴管延伸段用時2個工作日,僅相當于傳統螺旋管束焊接工藝耗時的1/10~1/15,未來預期可將單件焊接時間壓縮至10h以內。
5.工藝性能好。大族激光開發的焊接工藝很好地解決了大型薄壁工件超密集焊縫焊接形變問題,工藝過程穩定可靠;環形拼接焊縫:8mm厚GH4169&鎳焊透,起弧收弧平順,無明顯凹痕,單面焊接雙面成型,兼顧產品的強度與氣密性要求。可適應各類不銹鋼、高溫合金、銅合金、銅-鋼異種金屬、高溫合金-不銹鋼異種金屬焊接。


該套設備已經進駐客戶制造工廠并完成交付,為客戶后續火箭發動機批量化生產提供了有力保障。RK1Z激光焊接系統的技術突破大大降低噴管的制造成本,助力開拓航空航天廣闊市場;更為重要的是,此工藝可以擴展至其他大型薄壁三維曲面組件焊接領域,極大地增強了激光焊接的競爭實力。大族激光智能裝備集團作為全球領先的激光應用整體解決方案供應商,在激光領域深耕精作,為客戶提供精湛的激光加工技術支持及全方位的服務,助力智能制造高質量騰飛。